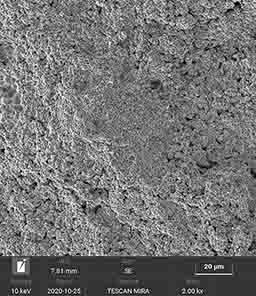
A certain amount of industrial molybdenum powder was weighed, put into a planetary ball mill, and ball milled for 24 h under argon protection, with 8~10 min stopping for each 1 h of ball milling, while changing the rotation direction of the ball mill, with a ball-to-material ratio of 10:1; the ball milling speed was 350 r/min, and the resulting molybdenum powder was marked as Mo-350r, and the unball-milled molybdenum powder was expressed as Mo. The powder is pressed by unidirectional hydraulic pressure of 300 MPa without adding forming agent. The pressed billet was sintered in a chamber furnace under hydrogen atmosphere at a temperature range of 1200-1600 ℃, with a heating rate of 10 ℃/min from room temperature to 1000 ℃, 5 ℃/min from 1000 ℃ to 1500 ℃, and 2 ℃/min from 1500 ℃ to 1600 ℃, with a holding time of 2 h. The cooling temperature was the same as the heating rate, and then cooled naturally with the furnace after cooling down to 700 ℃. The temperature was reduced to 700 ℃ and then cooled naturally. The powder was analyzed by XRD with a step size of 8°/min and a range of 10~90°. The density of the sintered billet (theoretical density of molybdenum is 10.2 g/cm3) was tested by Archimedes drainage method to calculate its relative density; the hardness was tested by Vickers hardness tester and the average value of three points was taken; the microscopic morphology was observed by scanning electron microscopy; the line intercept method was used to measure the average grain size; and the Fe content was tested by inductively coupled plasma emission spectrometer (ICAP7400 Radial).