名称 : 不同入射速度对粒子轨迹的影响
英文名称 : Effect of different incident velocities on particle trajectories
材料 : 431
委托单位 : 中国人民解放军军事科学院国防科技创新研究院
实验单位 : 中国人民解放军军事科学院国防科技创新研究院
实验方法 : 无
实验设备 : 无
实验条件 : 无
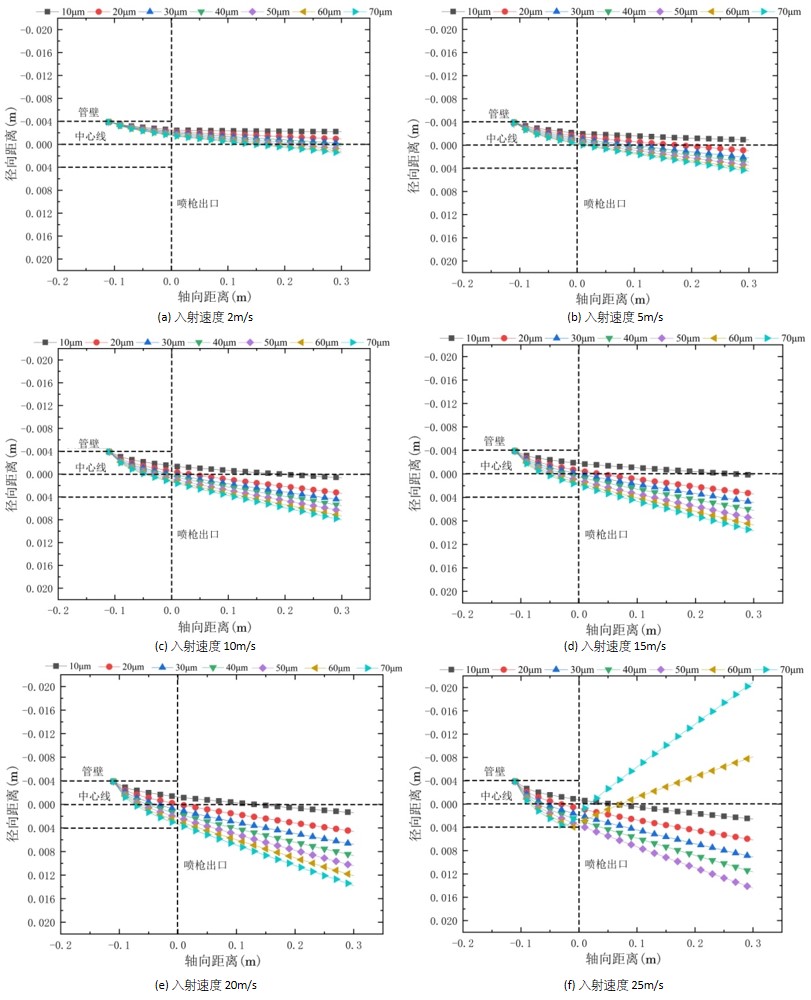
说明 : 图表示不同入射速度下粒子的径向距离与轴向距离的关系。比较以下点线图可以看出,当粒子注入速度为2 m/s、5 m/s时,几乎所有的粒子都集中在中心轴的一侧,这可能会导致涂层沉积不均匀、涂层厚度增加过快等现象的出现。随着粒子注入速度的不断增加,更多的粒子穿过喷枪的中心线。当粒子入射速度增大至25 m/s时,60 μm和70 μm粒子会与喷枪管壁发生碰撞,粒子在弹性碰撞的情况下运动轨迹突变为相反方向,这在实际喷涂中可能会出现击穿枪管或堵塞枪口的现象,对设备的损耗是极为严重的。因此,粒子入射速度控制在10-20 m/s时较为合适。
英文说明 : The figures represent the relationship between the radial distance of particles and the axial distance at different injection velocities. Comparing the following dotted line plots, it can be seen that when the particle injection speed is 2 m/s and 5 m/s, almost all the particles are concentrated on one side of the central axis, which may lead to the phenomena of uneven coating deposition and too rapid increase of coating thickness. As the particle injection velocity continues to increase, more particles cross the centerline of the gun. When the particle injection speed increases to 25 m/s, 60 μm and 70 μm particles will collide with the gun wall, and the trajectory of the particles will change abruptly to the opposite direction in the case of elastic collision, which may break through the gun tube or block the gun muzzle in actual spraying, and the loss of equipment is extremely serious. Therefore, the particle incidence speed control in 10-20 m / s is more appropriate.
数据来源 : 分析测试报告
重点项目名称 : 废旧重型装备损伤检测与再制造形性调控技术
项目所属数据集 : 低温高速火焰喷涂枪设计与建模数据